Norme ISO quali riferimento per il calcolo
Si esamina un metodo per il calcolo dell’incertezza nell’analisi dei pesticidi nelle acque.
In precedenti articoli sull’argomento è stato descritto, che l’incertezza è il parametro, non negativo, che caratterizza un intervallo di valori attribuiti alla grandezza da misurare, da associare al risultato di una prova.
Normativa e calcolo dell’incertezza nell’analisi dei pesticidi nelle acque
La normativa delle acque richiede una specifica prestazione del metodo/procedura di prova impiegato nell’analisi.
Si fa riferimento al D.Lgs. 219/2010, che per le analisi dei pesticidi nelle acque richiede che l’incertezza associata al risultato di misura non sia superiore al 50% del valore dello standard di qualità ambientale (incertezza target: U’target).
Per il calcolo dell’incertezza nell’analisi dei pesticidi nelle acque si ricorre alla relazione matematica (1):
U’ = K * u’ (1)
dove:
- k: fattore di copertura pari a 2 per un intervallo di fiducia del 95%
- u’: incertezza composta
- U’: incertezza estesa
Norme ISO
Per il calcolo dell’incertezza si ricorre alle norme ISO:
- 13530:2009
- 11352:2012
ISO/TS 13530:2009
La norma descrive che la ripetibilità intermedia rappresenta la miglior stima per il calcolo dell’incertezza di misura.
Per le analisi delle acque supponiamo di impiegare una procedura di prova che fa riferimento ad metodo di prova normalizzato. Possono presentarsi due condizioni:
- disponibilità dei dati di precisione (ripetibilità intermedia e riproducibilità)
- senza i dati di precisione
Caso 1
Il laboratorio deve verificare che la precisione, ottenuta in fase di validazione, sia compatibile con quella del metodo di prova normalizzato.
Deve verificarsi che la ripetibilità ottenuta in sede di validazione sia inferiore o uguale alla ripetibilità del metodo di prova normalizzato.
Con i criteri di compatibilità rispettati il laboratorio può utilizzare la riproducibilità δR del metodo di prova normalizzato e verificare che:
U’sper = 2 * δR ≤ 50 % (U’target) (2)
Caso 2
La procedura di prova impiegata fa riferimento ad un metodo di prova senza dati di precisione.
Il laboratorio deve valutare la “ripetibilità intermedia” al valore dello standard di qualità ambientale (SQA) delle sostanze chimiche di interesse.
Deve quindi valutare il recupero che dovrà essere coerente con le specifiche riportate nel documento Sante 12682/2019 (80 – 120%).
Sommando i contributi di precisione Srip e di recupero Srec si calcola lo scarto tipo S, parametro necessario per valutare l’incertezza U’.
S = √(Srip2+Srec2) (3)
Il valore di U’sper deve essere minore o uguale al 50% del valore dello standard di qualità ambientale (U’target).
Per entrambi i casi si deve concludere con il confronto tra l’incertezza valutata sperimentalmente (U’sper) (vedi casi 1 e 2) e un valore di incertezza target (U’target), verificando che;
U’sper ≤U’target (4)
ISO 11352:2012
In questa norma, specifica per le acque, riscontriamo modalità per il calcolo dell’incertezza di misura con l’approccio di tipo “ top-down ”.
E’ ritenuto statisticamente accettabile combinare una stima della precisione (la ripetibilità “within-laboratory”) e il “bias” in un unico valore di incertezza composta, che viene calcolata sulla base dei controlli qualità analitici e dei dati di validazione.
Si risale quindi all’incertezza estesa moltiplicando l’incertezza composta per il fattore di copertura k = 2, probabilità 95%.
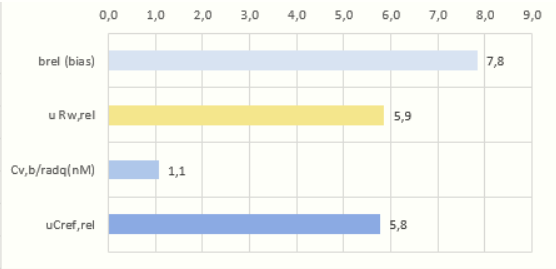
Si possono riportare in un file di excel, adeguatamente strutturato, i calcoli che consentono di valutare l’incertezza estesa attraverso il la ripetibilità “intra laboratorio” ed il bias. Per raggiungere lo scopo si possono usare gli stessi dati che si riportano nelle carte di controllo, necessarie per i controlli di qualità interni al laboratorio (vedi tabella 1).
Ripetibilità intermedia intra laboratorio
La valutazione deve essere effettuata nelle stesse condizioni nelle quali vengono condotte abitualmente le prove (es.: diverso operatore, giornata di lavoro, taratura, strumento, ecc.).
Sono le medesime condizioni nelle quali, ad ogni batch analitico, vengono condotti i controlli qualità, con campioni simili a quelli da “provare”.
Il contributo di incertezza uRw viene stimata sulla base della deviazione standard dei controlli qualità SRw:
uRw = SRw (5)
Per rappresentatività statistica, la norma indica che serve un minimo di otto misure.

Alcune relazioni matematiche
Lo scarto tipo SRw viene calcolato dai 30 dati (nM) riportati nella terza colonna (da sinistra) della tabella 1 con una funzione di excel (Dev.ST.P(num1,num2,…)).
Il valore di uRw,rel si ottiene dalla relazione matematica 6:
uRw,rel = SRw/Media = 0.0054/0.0922 = 0.0586 (6)
La medesima relazione, espressa in percentuale, determina un valore di:
uRw,rel = 0.0586*100 = 5.86% (7)
Bias
Nella valutazione del contributo del bias serve conoscere:
- la differenza tra il valore medio delle misure e quello accettato come riferimento (bias);
- la deviazione standard delle misure eseguite sul materiale di riferimento, Sb;
- l’incertezza associata al materiale di riferimento, uCref.
L’incertezza composta deriva dalla combinazione dei tre contributi:
- brel
- Cv,b/radq(nM)
- ucRef,rel
Il risultato si ottiene nel campo della tabella 2 indicato con ub,Rel.
Alcune relazioni matematiche
Il valore di brel (vedi tabella 2) deriva dall’espressione:
brel = (Media – Teorico)/Teorico = (0.0922 – 0.100)/0.100 = -0.0783
Mentre il rapporto Cv,b/radq(nM) è:
Cv,b/radq(nM) = uRw,rel/(nM)1/2 = 0.0586/301/2 = 0.0107
Infine la valorizzazione di ucRef,rel avviene con:
ucRef,rel = (uCRM/√3)/Teorico = ((0.01/2)/√3)/0.100 = 0.0577
Si precisa che il valore riportato in tabella 1 è l’incertezza estesa riportata nel certificato del materiale di riferimento. Questa deve essere trasformata in incertezza composta e posi si procede con il calcolo.
Il valore di ub,Rel avviene:
ub,Rel = √(-0.07832+0.01072+0.05772) = 0.09789
Incertezza composta ed estesa
Il calcolo dell’incertezza composta è:
uc,rel = √(uRw,rel2 + ub,Rel2) = √(0.05862 + 0.097892) = 0.1140
e l’incertezza estesa:
U’ = k * uc,rel = 2 * 0,1140 = 0, 2280
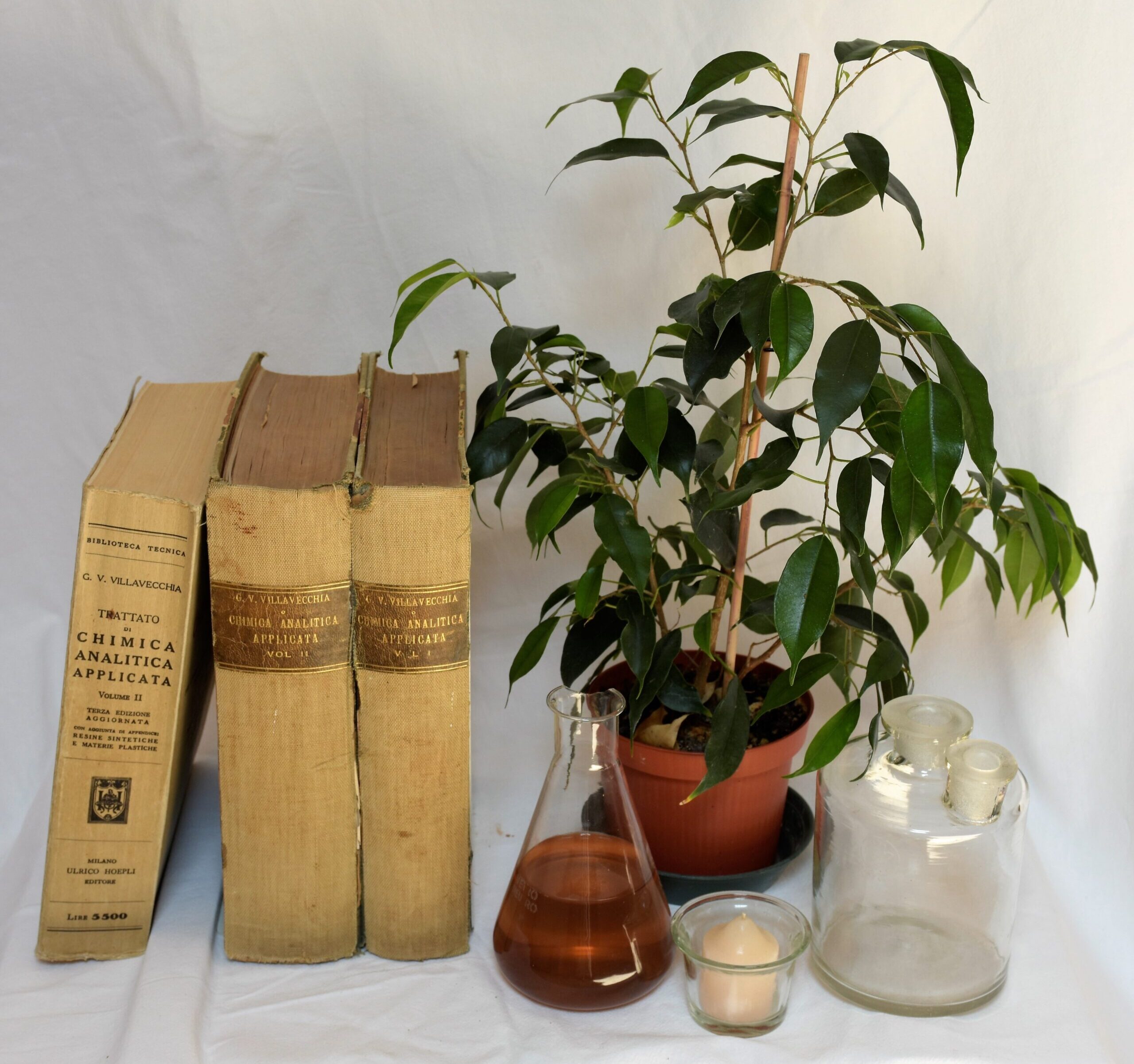
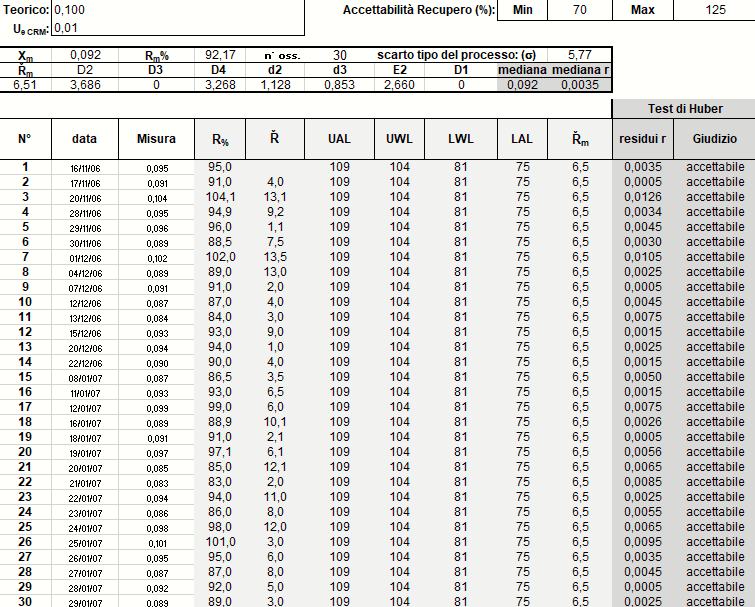
Con excel, è possibile rappresentare graficamente i contributi all’incertezza. In tabella 3 si riportano a:
- sinistra i principali contributi, espressi in percentuale, tratti dalla tabella 2.
- destra un grafico che rappresenta in quantità e descrizione quanto riportato a sinistra.
Il valore di U si ottiene dalla combinazione matematica dei contributi.
Il file impostato in excel, strutturato per costruire la carte di controllo, consente di valutare l’incertezza di misura. I campioni del controllo di qualità sono soggetti al medesimo percorso analitico dei campioni, aspetto importante per raggiungere lo scopo.
Per saperne di più
International Organization for Standardization, http://www.iso.org
EURL, https://www.eurl-pesticides.eu
Nordtest, http://www.nordtest.info
Istituto Superiore di Sanità, http://www.iss.it
Accredia, https://www.accredia.it
Norme
- Decreto Legislativo 10 dicembre 2010, n. 219
- ISO / TS 13530: 2009
- ISO 11352:2012
Bibliografia
[1] Decreto Legislativo 10 dicembre 2010, n. 219 Attuazione della direttiva 2008/105/CE relativa a standard di qualità
ambientale nel settore della politica delle acque, ….
[2] ISO / TS 13530: 2009 Qualità dell’acqua – Guida al controllo di qualità analitico per l’analisi chimica e fisico-chimica dell’acqua
[3] ISO 11352:2012 Water quality – Estimation of measurement uncertainty based on validation and quality control data
[4] ConTrollo della qualità interno: manuale per i laboratori di analisi chimiche. Quarta edizione (2011) del Nordtest Report TR 569 -Traduzione italiana
[5] NORDTEST Handbook of Internal Quality Control NT TR 569 edition 5.1 2018:09 Handbook of Internal Quality Control, Edition 5.1 September 2018
Autore: M. Morelli
Aggiornamento del 17 novembre 2020